In questo articolo vorrei sgomberare il campo da dubbi che spesso trovo nei corsi di CNC per i fresatori: l'uso della compensazione raggio utensile G41 e G42.
Intanto è bene ripassare un po' l'esatta definizione dei due codici di cui stiamo parlando:
- G41 è la compensazione raggio utensile a sinistra (detta anche fresatura concorde)
- G42 è la compensazione raggio utensile a destra (detta anche fresatura discorde)
Fresatura concorde
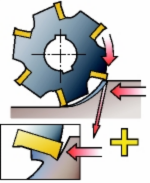
Nella fresatura concorde, (G41) l'utensile avanza nella direzione di rotazione.
- La fresatura concorde è sempre preferibile in tutti i casi in cui la macchina utensile, il fissaggio ed il pezzo da lavorare lo consentano.
- Nella fresatura concorde periferica, lo spessore del truciolo diminuisce dall'inizio del taglio, raggiungendo gradualmente il valore zero alla fine del taglio. Questo evita al tagliente di "strisciare" contro la superficie prima di entrare nel pezzo.
- Lo spessore elevato del truciolo è vantaggioso e le forze di taglio tendono a spingere il pezzo all'interno della fresa, mantenendo il tagliente in presa.
Eccezioni in cui è preferibile la fresatura discorde:
- Tuttavia, poiché la fresa tende ad essere trascinata nel pezzo, l'avanzamento tavola della macchina deve essere assolutamente privo di gioco.
- Se l'utensile è attirato dal pezzo, l'avanzamento aumenta non intenzionalmente e questo può causare uno spessore eccessivo del truciolo e la rottura del tagliente.
- La fresatura discorde può essere vantaggiosa nei casi in cui vi siano ampie variazioni nella tolleranza di lavorazione.
Nota: quando si usano inserti ceramici in leghe resistenti al calore, la fresatura discorde è consigliata perché la ceramica è sensibile all'impatto al momento dell'entrata nel pezzo.
Fresatura discorde

Nella fresatura discorde, la direzione di avanzamento dell'utensile è opposta alla sua rotazione.
- Lo spessore del truciolo inizia da zero ed aumenta verso la fine del taglio. Le forze di taglio tendono a spingere fresa e pezzo lontani l'uno dall'altra.
- Elevate sollecitazioni di trazione, indotte quando il tagliente si allontana dal pezzo, spesso provocano una rapida rottura del tagliente.
- Il tagliente deve essere "spinto" nella zona di taglio, creando così un effetto di strisciamento anomalo dovuto all'eccessivo attrito, alte temperature e, spesso, al contatto con una superficie incrudita prodotta dal tagliente precedente. Tutto questo riduce la durata del tagliente.
- Le forze, soprattutto radiali, tendono a sollevare il pezzo dalla tavola.
- Trucioli di elevato spessore all'uscita dal taglio riducono la durata del tagliente.
- Lo spessore elevato e la temperatura più alta all'uscita talvolta fanno sì che i trucioli si incollino o si saldino al tagliente, che quindi li trasporterà all'inizio del taglio successivo o causerà un temporaneo sgretolamento del tagliente.
Ecco un esempio di lavorazione dove il risultato ottenuto con la fresatura concorde è inferiore a quello ottenuto con la fresatura discorde :
- materiale da lavorare : Alluminio lega 6082
- macchina utilizzata : Centro di lavoro verticale
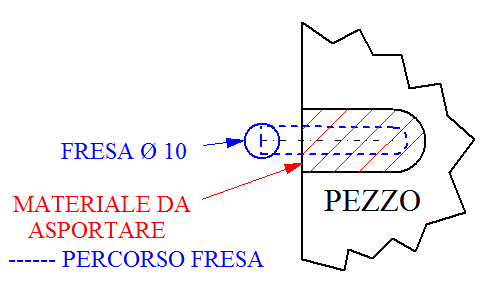
- utensile utilizzato : Fresa a candela Ø 10
- lavorazione da eseguire : Asola aperta larghezza 18 mm. su uno spessore di 3 mm.
PROGRAMMA CNC CON G41 PROGRAMMA CNC CON G42
..... .....
N10 G1 Z-5 F1000 N10 G1 Z-5 F1000
N20 G41 Y-9 F800 N20 G42 Y9 F800
N30 X25 N30 X25
N40 G3 X25 Y9 R9 N40 G2 X25 Y-9 R9
N50 G1 X-10 N50 G1 X-10
N60 G40 X-10 Y0 N60 G40 X-10 Y0
....... .......
Il programma prevedeva un primo movimento di approccio al profilo con l'inserimento della compensazione utensile (blocco N20), poi un movimento in linea retta, (blocco N30) poi un arco, (blocco N40) e poi un'altra linea retta, (blocco N50) con conseguente stacco dal profilo annullando la compensazione utensile, (blocco N60).
Utilizzando la fresatura in concordanza (G41) scaturivano delle vibrazioni nella parte finale del percorso, (blocco N50) con conseguente finitura scadente. Utilizzando invece la fresatura in discordanza (G42) venivano eliminate le vibrazioni di cui sopra, ottenendo una migliore qualità di finitura.
Tiziano Franchi